
经编机花盘转换的操作实践
对于经编织物生产企业来说,品种的转换较常见。虽然过于频繁地转换品种对机器本身有影响,但企业不能因此就不转换花盘了,而是要具体分析转换花盘过程中有哪些因素会对机器造成不良的影响,并采取相应的措施尽量将损失降到最低。

图1 经编机花盘示意图
本文主要根据自己平时生产中的实践经验初步探讨转换花盘(如图1所示),特别是转换行程时的注意事项。
1转换花盘前的准备工作
转换花盘前,工艺员应将花盘的组织数码、针号、行程、大约的送经量、排列序号、对梳情况等具体的工艺参数交给维修人员。保全工在接到转换品种的通知后,应该认真作好下述工作。
a.根据要求筛选出行程、针号、组织数码都正确的花盘。
b.查清机台上正在使用的行程与即将要使用的行程是否相符,若出现不符的情况,则应及时做好相应的准备工作。
如旧式利巴(Liba)经编机是以涡轮和涡杆的组合来转换行程的,那就要根据要求的行程来准备相应的涡轮、涡杆。图2所示为涡轮、涡杆箱剖析图。
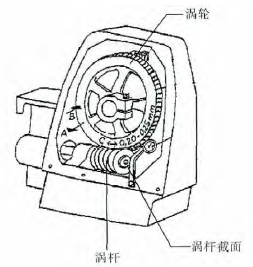
图2 涡轮、涡杆箱剖析图
因涡轮、涡杆相对比较复杂:如行程为96/6的花盘,它相应配套的应该是96齿的涡轮,以及截面上明显呈六角形的涡杆;同理,行程为96/4的花盘,它相应配套的应该是96齿的涡轮,以及截面上明显呈四角形的涡杆。所以虽然同为96齿的涡轮,但其齿轮的模数还是有所不同的。
判断涡轮是否和涡杆相匹配的方法:可以将涡轮和涡杆组合在一起,它们完全啮合后如明显呈垂直状态,说明它们是匹配的;若不能呈垂直状而略有倾斜,则说明它们不是配套组合,而应重新挑选。挑选准确后可以做上相应记号,方便以后更快捷找到配套的涡轮、涡杆,后期直接转换齿轮就可以,在此就不再赘述。
c.若是机械式送经的经编机,还应在转换花盘前弄清楚正在使用的送经范围与将用到的范围是否相符,若不相符,则也应做好相应的转换准备工作。
2转换花盘时的工作
维修人员应该根据工艺要求和实际情况逐一转换花盘。如需要转换行程的,还要根据具体的行程号来重新调整机器的横移时间。通常可以采用将梳栉摆到最后的位置(槽针在最高的位置)调整。然后转动花盘将花盘最低段的中间点对准梳栉滑块滑轮的最中间(利巴机可能稍有偏差,其应该是花盘在开始进入最低段的初点位置)。通过这样的调整后横移时间应该可以达到80%~90%,然后可以根据实际情况再做适当修正。
3试行空车
转换完毕后必须紧固好各螺丝并做好相应的润滑工作。在确认所有都转换完毕的前提下,必须试行空车看能否满足工艺要求。试行空车时,首先应通过手动慢车电动机来调整针距,在没有撞针、擦针等情况后方可用慢车键来再次确认针距。通常建议在慢车状态下让花盘转上完整的一圈,在确保横移时间完全正确后,才可用快车试行空车。在转换花盘或行程后对机器的损伤大多数都是发生在转换花盘后没有通过手动慢车电动机来调节针距、检验横移时间的正确性,从而造成多次的擦针、撞针,甚至撞歪、撞断织针,造成编织困难。
4带纱运行检查
正式带纱运行时,保全工还要根据对纱要求结合实际的组织位置做好相应的对纱工作,避免因对纱不准而造成无法脱圈的情况发生。保全工可以借此机会再次确认所有的转换工作是否都能满足工艺要求。工艺人员在检查、确认所有工艺都符合要求的情况下,还应仔细审视所生产坯布的品质能否达到要求,如不能达到要求则还应要求保全工做相应的调校工作。
5结束语
随着电子送经(EBC)的普及和电子横移(ELS)技术的逐步提升,这两项技术在新一代经编机上的应用越来越广,但在高速经编机上梳栉的横移应该还是以花盘传动为主,并且使稳定性更高。
来源:针织工业
玛纱特(改编)
热门文章排行
- 双针床经编短绒织物的设计与产品开发
- 超大隔距经编间隔织物开发与应用
- 几种新型纤维材料概述研究
- 经编机花盘转换的操作实践
- 经编疵点产生原因和消除方法一漏针
- 几种新型纤维材料概述研究
- PP与PVDF疝修补片的力学性能
- 轴承人技术贴:轴承怎么选,要根据什么条件来选?
- 涤纶针织物产生风印了怎么办?
- 19家企业成为中国纺织机械协会新会员


