
双针床经编短绒织物的设计与产品开发
经编短绒织物花型丰富,应用广泛。按照生产方式不同,可以分为拉绒、剪绒和剖绒3种。其中剖绒织物是在双针床拉舍尔经编机上生产的一种绒类织物,利用色纱和组织变化可以生产出花纹色彩丰富的经编短绒织物。
双针床经编短绒织物具有毛绒高度较短(一般在1.5~6.0mm),直立效果好的外观特点,同时具有抗压性强,尺寸稳定性好,不易脱毛,手感丰满,绒面弹性感强,抗皱能力好,水洗后缩水率小等优点。经编短绒织物广泛应用于装饰领域和服用领域,例如沙发面料、汽车坐垫、窗帘及女士服用面料等。
1生产设备及原料
1.1生产设备
双针床是由两个背靠背安装的针床组成,两个针床轮流工作,形成的织物背靠背连接,得到两面均为正面的双面经编针织物。生产双针床短绒织物常用的机型有RD6DPLM/12-3型双针床经编机、RD7DPLM/12-3EL型双针床经编机、RD8DPLM/8-3EL型双针床经编机。EL表示该种机型配置了最先进的EL电子梳栉控制系统来控制毛绒梳,地梳采用机械控制。绒梳数量越多,绒面的花色效应越丰富。此外,利用贾卡装置来控制绒梳的垫纱,可以生产出具有凹凸提花效果的绒面。
用于生产毛绒织物的双针床经编机的梳栉分配方式较固定,一般采用4把地梳,前后针床各两把编织地布,以RD6DPLM/12-3型双针床经编机为例,GB1和GB6为衬纬纱梳栉,GB2和GB5为编链纱梳栉,GB3和GB4为毛绒纱梳栉。
1.2原料
1.2.1编链纱
根据垫纱组织不同,双针床短绒织物采用的原料要求也不同,编链纱由于需要参加编织且纵向上束缚住衬纬纱,因此需要采用强度大、延伸性好的纱线。一般采用锦纶丝或涤纶丝,其线密度根据机号和织物要求而定。
1.2.2衬纬纱
衬纬纱不需要参加成圈,因而纱线选择范围大。可根据织物所需要的风格进行选择,用涤纶纱可以使织物挺括,锦纶纱可使织物柔软,棉纱可使织物厚实而柔软,一般合纤丝的线密度为50~167dtex。
1.2.3毛绒纱
毛绒纱决定了织物的风格,毛绒纱的品种和规格、垫纱运动图、穿纱方式等不同,织物的风格相差很大,通常从以下3个方面考虑。
a.纤维品种
不同的纱线品种,其织物风格相异,例如采用棉纱作为毛绒纱,织物绒毛细腻色泽自然;采用羊毛作为毛绒纱,织物弹性好、挺阔、色泽自然。织造时应该根据产品的用途,合理选择毛绒纱的品种。此外,利用不同品种纤维混纺纱作毛绒纱可以起到互补的效果。
b.纤维截面和光泽
不同截面形态的纤维具有不同的光泽,纤维本身也具有一定的光泽。纤维的光泽直接决定织物的风格,例如无光纤维织物表面色泽暗淡,但风格庄重。半光织物色泽柔和,有光纤维织物光泽明快。
c.纤维的线密度
纤维的线密度决定了织物的手感,线密度应该根据机号和织物风格进行选择。机号低,线密度小的织物手感柔软,绒面细腻;反之,手感发硬,绒面也略显粗糙。
2花型设计方法
2.1地组织
双针床短毛绒织物的地组织较为固定,一般采用编链加衬纬的组织结构。织物的横向延伸性取决于衬纬针距和衬纬纱自身弹性。一般装饰用短绒织物采用5针衬纬。织物的纵向延伸性和毛绒固着牢度取决于地组织的编链线圈,编织时必须采用开口编链,且编链与衬纬纱的垫纱方向必须是相同的。
2.2毛绒组织
绒梳的数量决定毛绒组织的设计,目前常用于生产短毛绒的双针床经编机有6梳、7梳甚至8梳。下面以6梳和7梳双针床毛绒经编机为例,详细介绍双针床短毛绒织物毛绒组织的设计方法。
2.2.1两把绒梳的设计方法
采用两把绒梳生产双针床短毛绒织物时,一般采用两把绒梳均一穿一空和均满穿两种穿纱方式。为防止露底,要保证每枚织针上都能垫到绒纱;如果要达到绒面平整的效果,就要保证每枚织针上垫到相同根数的纱线。为了增加毛绒的牢度,绒梳的垫纱方向一般与地布编链的垫纱方向相同。
两把绒梳均满穿成圈可以形成方格图案,如图1所示,两把绒梳均采用两种色纱满穿,在单一色块处采用编链组织,可以达到毛绒高度均匀,原料消耗最少的效果。在纵向色块交替处采用大针距的针背横移,针背横移距离等于色块宽度。
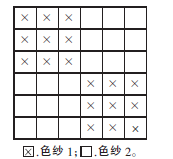
图1方格毛绒意匠图
两梳交替缺垫可以形成独特的跳花效应,如图2所示,在布面上呈现出相间的两种花型区域,每个花型区有且只有一种走纱轨迹,采用经缎、变化经缎组织可以形成斜线、折线、曲线等花型配合不同的色纱排列,可以在布面形成丰富的花纹效果。采用两梳满穿形成的布面分为明显的两个区域,若两个区域中出现色纱间跳,即某一或某些色纱在部分横列未出现,则花型由两把绒梳交替缺垫形成;若没有出现跳花,则两把绒梳均满穿成圈。
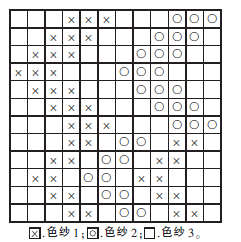
图2跳花毛绒意匠图
两梳均一穿一空时,两把绒梳可以对称垫纱,也可以同向垫纱,织物的花型效果增多。两把绒梳采用相同的垫纱组织时,相当于两梳并作一把满穿梳,达到减少更换盘头次数的目的。采用编链、经平等简单组织可以形成素色绒、竖条绒,采用变化经缎等组织可以形成曲线、折线等花型,如图3所示。

图3曲折条绒意匠图
采用两把绒梳对称垫纱可以形成对称的花纹,如图4所示,两把绒梳对称垫纱,横向上形成对称的曲折波纹。应该注意的是虽然两把绒梳的走纱方向是对称的,但是为了保证前后针床绒梳与相应地梳垫纱方向相同,所以两把绒梳的垫纱并不对称。
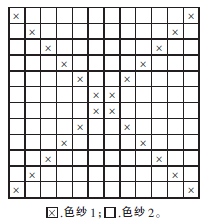
图4对称毛绒意匠图
采用两梳均一穿一空形成的布面在纵向上连续且只有一种花型区域,若花型在横向上对称,则两绒梳采用对称垫纱;若花型在横向上的走纱完全相同,则两梳采用相同的走纱轨迹。在6梳双针床毛绒经编机上生产短毛绒织物时,绒梳也可以采用一把满穿,一把花式穿纱的方式。在组织结构上进行变化,也可以形成高度不同的绒面效果,但不常用,在设计时可以根据不同需要进行设计。
2.2.23把绒梳的设计方法
3把绒梳配合形成的花型效果比两把绒梳的更加丰富,其设计思路与两梳类似。3梳均满穿时,3梳交替编织,即一把绒梳编织时,另外两把绒梳均缺垫,要注意确保针钩内只能垫到一根毛绒纱线。若3把绒梳均只穿一种色纱,编织时采用编链、经平等简单组织,则编织出3色横条绒布,意匠图如图5所示。
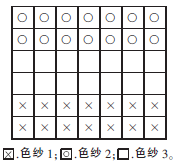
图5三色横条毛绒意匠图
若编织时一把梳上同时穿入不同色纱,同时编织变化组织,则可形成曲折变化的布面效应,如图6所示。3梳满穿与两梳满穿缺垫的设计原则相同,由于3把绒梳交替缺垫,纵向上有3种不同的垫纱区域,花型更复杂。
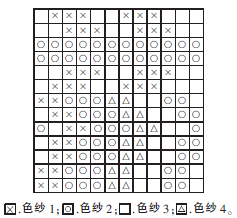
图6花式毛绒意匠图
3把绒梳均为一穿两空穿纱方式,3把空穿梳配合形成一把满穿梳,要保证每根针上都垫到一根绒纱。如图7所示,绒梳的垫纱组织一般采用编链,通过局部偏移形成花纹变化,在只有单把绒梳偏移时,偏移针数一般为绒梳数的整数倍,以保证每枚织针都能垫到一根纱线。这种花型看似没有规律,但是从左向右分析,前3根纱的走针轨迹各不相同,但第1、4、7根纱,2、5、8根纱,3、6、9根纱的走纱轨迹相同,因此至少采用3把绒梳编织,由于整个花型纵向连续没有间跳,因此没有采用绒梳缺垫的方法。
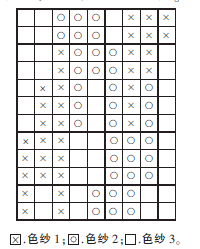
图7 3梳一穿两空意匠图
3把绒梳均一穿一空时,采用任意两把绒梳配合成满穿梳进行编织,另一把绒梳缺垫形成花型。如图8所示,是一种最简单的3把绒梳一穿一空时形成的花型,布面纵向上呈现明显的两个区域,第一个区域GB3和GB4配合垫纱,GB5缺垫;第二个区域GB3和GB5配合垫纱,GB4缺垫。穿纱方式为GB3一穿一空,GB4和GB5一空一穿。绒梳也可以走变化组织形成曲线折线,增加绒面的花色。
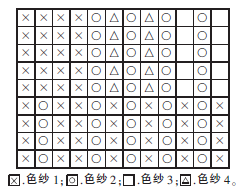
图8 3梳一穿一空意匠图
一把绒梳满穿,另两把一穿一空穿纱时,两把带空穿的绒梳配合与满穿绒梳交替缺垫,通过不同的垫纱配合,在纵向上形成两种或3种花型区域。
3把绒梳进行花型设计时,除了3梳均一穿两空配合成满穿梳进行垫纱的情况,其他穿纱方式形成的花型采用缺垫的方式,只要保证每枚针上都只垫到一根纱,可以根据需要随意进行设计。3把绒梳设计时还可以采用花式穿纱方式,但不常用,在此不再赘述。
3后整理工艺
双针床毛绒织物的后整理工艺流程主要分为两类,一类是色织立绒织物的后整理工艺:剖幅→梳毛→烫光→剪毛→定形→悬挂→检验→打卷→包装入库。另一类是素色立绒织物的后整理工艺:剖幅→梳毛→剪毛→定形→悬挂→检验→打卷→包装入库。根据产品的需要,还可能进行印花、刷花等特殊工序处理。
3.1剖幅
双针床短毛绒织物必须在剖绒机上进行剖绒才能形成两幅短绒织物。目前剖幅方式分为水平和立式两种。剖绒时,织物经过一系列张紧辊进入织物分层板,在该处织物剖成两层,剖开后的两幅织物后经导布架和折幅摆臂等装置分别卷绕在两个布箱中。
剖绒工艺有严格的要求:根据双层织物的厚度调节织物分层板间距,间隙1mm左右时剖幅绒毛的均匀度较好;要保证刀口线对准分层板开口的中心线;副幅刀工作时应插入分层板开口3~5mm;深度由绒毛高度确定。剖幅时织物张力要稳定,并尽量保持低张力。通过调节张力针辊止动皮带的摩擦阻力,调节织物张力。如发现剖幅时有纬斜现象或上下幅织物有松紧时,可适当调节张力辊的弹簧压力,进行张力微调。双层织物的毛绒有方向性,剖幅时采用顺毛方向上机为宜。
3.2预定形、染色、复定形
染色前的预定形对织物的绒面效果有很大影响,定形温度过高会影响织物的手感,一般低于复定形温度,温度过低则没有效果。毛绒织物最适合在大容量的高温高压溢流染色机中进行大浴比染色。使织物在染色过程中尽量保持松弛状态,以免产生鸡爪印。短毛绒织物的复定形工艺对织物的仿丝绒效果起着决定性的影响,特别是对温度的选择非常重要,使之适合后整理刷花和印花。工厂一般经过长时间的多次反复试验才能获得较好的定形工艺。
3.3刷绒、剪绒、烫光
刷绒是对绒面进行梳理,去除杂质;剪绒为修剪长短不齐的毛绒,使绒面平整;电热烫光为进—步使绒面光洁,纹理清晰。
3.5转移印花
转移印花是一种非水相的干法印花工艺。先将染料制成油墨印于纸上,然后在转移印花机上,将转印纸上的染料转移到织物上去。在转移印花过程中双针床短绒织物采取顺毛进布,印花后织物绒毛按顺毛方向有规律地倒伏,布面平整,光泽鲜艳。印花温度一般控制在165℃左右。温度太低,印花后颜色较淡,色泽不鲜艳;温度太高,织物手感粗糙发硬。在进行大批量转移印花时要注意加热辊温度的波动不能太大,否则容易产生匹差。在转移印花时进布要加适当的张力,保持布面张力均匀,防止印花后产生布面皱痕。此外,转印纸质量的好坏、转移印花设备的优劣对印花质量有很大的影响,所以在选择时要加以分析,确保产品质量和各物理指标都达到要求。
4结论
第一,两把绒梳短毛绒织物常用的穿纱方式为两把绒梳均满穿或者均一穿一空。两绒梳满穿或通常采用缺垫的方式,形成间跳花型。两把绒梳一穿一空进行垫纱,可以走相同的走纱轨迹,形成连贯的曲折或波浪花纹,也可以对称垫纱,形成对称花型。
第二,3把绒梳的花型更加丰富,但基本垫纱原理与两把绒梳的设计相似,多为3把绒梳相互配合进行缺垫形成花型。
第三,后整理工艺对各种参数有严格要求,尤其是温度和张力对绒面效果有极大影响,在实际生产中应根据经验,合理调节。
来源:纺织工业
玛纱特(改编)
热门文章排行
- 双针床经编短绒织物的设计与产品开发
- 超大隔距经编间隔织物开发与应用
- 几种新型纤维材料概述研究
- 经编机花盘转换的操作实践
- 经编疵点产生原因和消除方法一漏针
- 几种新型纤维材料概述研究
- PP与PVDF疝修补片的力学性能
- 轴承人技术贴:轴承怎么选,要根据什么条件来选?
- 涤纶针织物产生风印了怎么办?
- 19家企业成为中国纺织机械协会新会员


